




我们精心制作的护栏安装质量放心.产品视频已经准备就绪,【解锁新品!】护栏安装质量放心.产品视频,带你穿越新品体验之旅!
以下是:上海长宁护栏安装质量放心.的图文介绍
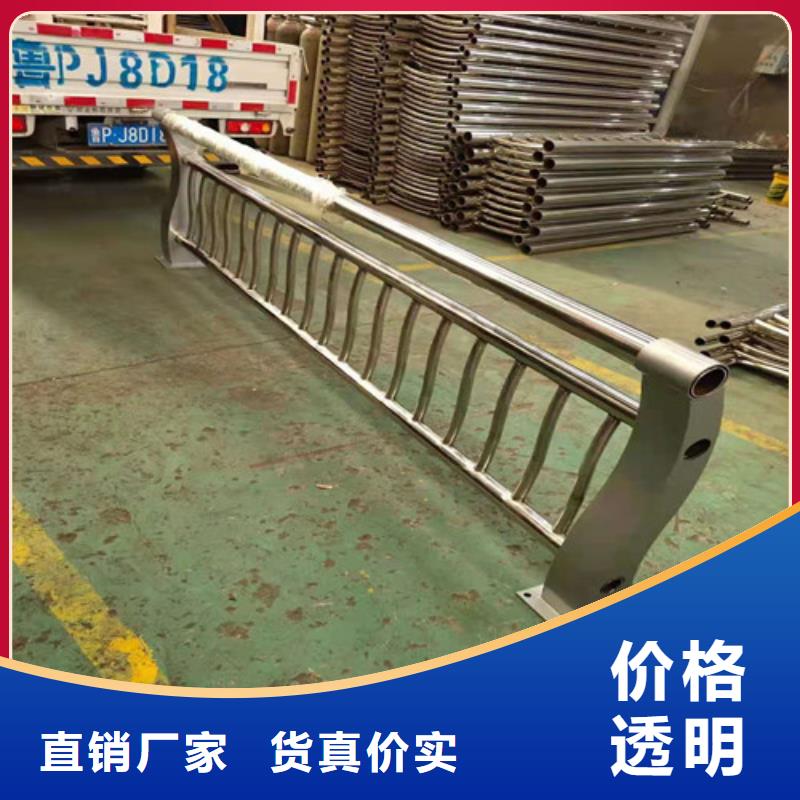
立佳金属制品(上海市长宁区分公司)主要致力于上海长宁及周边地区用户的 不锈钢桥梁护栏需求服务,我司正一如既往的为众多企业提供定制化服务,且根据客户的不同要求, 不锈钢桥梁护栏产品已涉及到不同类别、行业。
我厂生产的 不锈钢桥梁护栏已经成为上海长宁较具竞争力的厂家之一。公司以市场需求为目标,结合现代技术,自主研发设计通用性强,适用于市场的 不锈钢桥梁护栏产品。



大家如果真的想要买到质量更好的产品,必须要充分的去了解各个方面的情况,然后才能够减少一些不必要的问题。知道怎样分辨质量各种不同的产品在质量方面会存在比较大的差别,如果我们真的要购买质量更好的产品,自身就应该学会正确的分辨,看一看这个产品的质量到底怎么样?只有当你能够有正确的方法,对质量方面做好分辨之后,然后才能够做出更适合的选择,所以大家必须要按照正确的方法真正的分辨质量。对不同的厂家进行比较生产围墙护栏的厂家特别的多,如果真的要作出选择,我们也应该对不同的厂家进行比较。通过正确的比较,你会分辨出来每一个厂家所生产的这些产品质量怎么样,所以任何的一个人在作出决定的时候,应该充分的去了解各个方面的情况,对质量方面有了正确的比较之后,我们才能够做出更适合的选择。 提前做好采购规划在做围墙护栏采购的时候,必须要认真的做好各个方面的规划。不同的产品,但质量方面本来就会存在着很大的差别,如果我们大家在做出选择的时候,能够认真的去做好各个方面的规划,并且充分的去了解这些产品的质量,到底怎么样在这个基础之上的选择其实都会变得更加的适合。对围墙护栏进行使用,平时必须要认真的做好各个方面的保养工作,这对于我们来说是非常重要的事情。有不少的人在做这些事情,其实对保养方面的情况考虑的不是特别的多,所以就会直接影响到了今后总体的情况,那么当我们在做这些工作的时候,为何一定要做好这些保养的事宜?保持美观性之所以要做好对护栏方面的保养,主要是为了能够真正的保障及本身的美观性。如果没有做保养的工作,上面特别的脏或者是存在很多其他方面的问题,美观性就会受到极大的影响,进而影响到了后续的使用,所以我们大家在平时的时候必须要做好这些保养方面的事情,能够真正的保障及具体的美观性。



消费者对自己居住环境的要求越来越高的同时,绿色消费的观念也越来越主导着消费市场,消费者日益提高的消费能力以及绿色消费观念的普及带来了巨大的商机,PVC护栏以其自身稳定的物理特性、多样的外观形态以及合理的消费价格,成为了越来越多消费者选择的护栏产品。PVC护栏是适用于一般家庭景观的护栏,类似于小花园围墙之类的,因其具有良好的装饰性,可以满足不同客户不同的颜色要求,个性化的同时协调整体环境;具有更长的使用寿命和几乎为零的维护保养,不会出现老化、锈蚀等现象,有优异的抗老化性能,不褪色不变色;使用环保材料,符合绿色消费的理念,不会产生对人体有害的甲醛及其他有害物质。PVC护栏能很好的起到保护家庭成员以及阻隔外来因素的入侵的作用,相对于其他材质的护栏来说,PVC护栏的性价比很高,对于一般家庭来说,PVC护栏的选择空间很大,其造价要低于其他材质的护栏,但是其起到的效果却不会低于其他护栏。 选择护栏不能盲目而为,要根据消费者自身实际要求和情况来决定,如果像机场和高速公路的护栏,PVC护栏就不适合使用了,需要选择专业的护栏网,这样隔离和防护的效果会比较好。外观更美观锌钢护栏,我们希望其外观更加美观,色彩不断丰富,满足不同客户对产品的个性化需求。现如今锌钢护栏也不像传统型材那样色彩单一。技术更精细随着消费者品牌意识的增强,越来越多的企业意识到品质是企业长期生存的重要因素之一,现在很多锌钢护栏企业有着多年技术研究经验,已经具备了生产精细化热镀锌护栏品质的能力,所以锌钢护栏质量会越来越好。节能环保化节能环保是社会关注的主题,在锌钢护栏行业集中体现是环保材料的使用,锌钢护栏使用年限长,减少了社会非再生资源的浪费。


焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。


